

我厂采用先进的生产技术及科学管理制度,秉承诚信、保质、热情的服务宗旨,深得广大客户的好评。鑫铭万通商贸有限公司将一如既往的严格执行各项标准,不断提高 山西晋城喷漆无缝管产品质量和服务,使我们的 山西晋城喷漆无缝管产品成为您的选择,愿我们用优质的 山西晋城喷漆无缝管产品和真诚的服务与您建立长久友好的合作关系。真诚欢迎各新老客户光临洽谈,携手合作共创辉煌。



热处理过程中,由于堆焊复合耐磨板的合金化程度比较高,熔点又相对比较低,所以淬火温度与熔点很接近,一旦把握不好的话堆焊复合耐磨板就会因淬火过热或过烧引起过热。
通过试验和分析证明,堆焊复合耐磨板过热以后会使其其晶粒变得组大。 不仅如此,组织中的残留奥氏体也会增多,这是因为堆焊复合耐磨板被高温加热以后,奥氏体中溶解的碳及合金元素会有所提高,从而使堆焊复合耐磨板中的马氏体转变点降低。另外,过热的堆焊复合耐磨板组织中还可以见到多角形的碳化物,这就是高温处理后的产物。



①预热。因该钢在室温下的韧性很低,很容易在接头处产生裂纹。因此。采用同质焊接材料刚性较大的构件需进行预热,但温度不宜过高,取既能防止过热脆化,又能防止裂纹的 预热温度,一般为150~230℃。母材含铬量越高,板厚拘束度应力越大,预热温度也需适当提高。
②焊后热处理。对要求有耐蚀性的焊接结构,为使其接头组织均匀,提高塑性、韧性和耐蚀性,焊后一般需进行热处理。其温度在750~850℃之间,热处理中应快速通过370~540℃区间,应防475℃脆化,对于σ相析出脆化倾向大的钢种,应避免在550~820℃长期加热。
奥氏体焊接材料焊接时,可不进行预热和焊后热处理。为提高塑性,Cr25Ti、Cr28和Cr28Ti钢焊后也可进行热处理。



③ 焊接电流不宜过大,采用快速焊接,直线运条。多层多道焊时控制好层间温度,防止过热。
④ Ni3.5%钢板厚度在25mm以上时,要在125℃以上预热,Ni9%钢不预热。
⑤ Ni3.5%钢和铁素体型双金属耐磨板当因板厚或其他因素产生焊接残余应力时,应考虑进行600~650℃的热处理;Ni9%钢和奥氏体双金属耐磨板焊后一般不进行应力热处理。
⑥ 减少应力集中。防止碰伤材料,若已碰伤应打磨修理;不得随意引弧,可在焊缝或坡口内引弧,但引弧处应重熔,填满弧坑;焊缝成形应良好,避免咬边;焊缝表面应圆滑向母材过渡;纵、环焊缝、接管、人孔处的角焊缝必须全焊透;当环缝不得不采用残留衬环进行单面焊时,应特别注意衬环的装配质量,并在装到内壁上后,将衬环本身的对接焊缝全焊透;去除装配用定位铁和楔子后,留在焊件上的焊疤必须进行焊补并打磨光滑,还要进行MT检查,确认没有表面裂纹。返修焊补工艺的制定及施焊应特别严格控制,尽量避免大面积的焊补。



之后对双拱结构的参数及形状进行了优化,包括布置榀数、双拱的线型及双拱的厚跨比等,考虑荷载、端跨比、跨度及弦杆等因素的影响。同时根据优化的结果,制定了可查询的设计表格,给设计人员提供了初步设计的依据。进一步将堆焊耐磨板双拱结构引入到平板闸门与人字闸门的设计中,并对应用时的参数进行了分析。钢管结构由于其独特的优越性能被广泛应用于空间结构中。
随着多维数控切割技术和钢管结构专用设计软件的发展,钢管构件之间的连接越来越多地采用相贯节点型式。堆焊耐磨板在空间结构中的应用越发广泛。相贯节点在荷载作用下,支管与主管的相贯连接面发生局部变形,从而引起相对位移和转动,无论在弹性或弹塑性阶段都表现出不同于铰接也不同于刚接的特性,这种节点的半刚特性对双金属耐磨板结构的受力、变形及整体稳定性都有显著的影响。
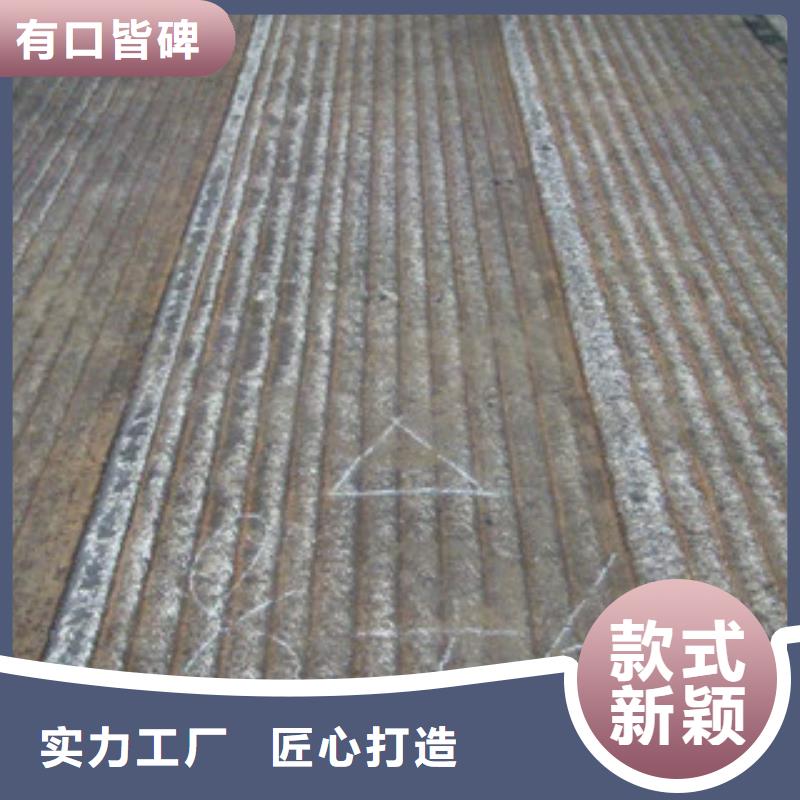
复合耐磨板即双金属复层耐磨钢板,它是 大面积磨损工况使用的板材产品,是在普通钢板或耐热钢板、不锈钢板上堆焊形成以体积分数达到50%以上Cr7C3碳化物为主的合金耐磨层。耐磨钢板具有高耐磨性、耐冲击、可变形和可焊接等性能,可像钢板一样直接进行卷曲变形、切割和打孔等加工环节,加工成工程部件以满足磨损工矿投入使用。